FPC|PCB分板機、脈沖加熱焊錫機
<ul id="kexot"></ul>

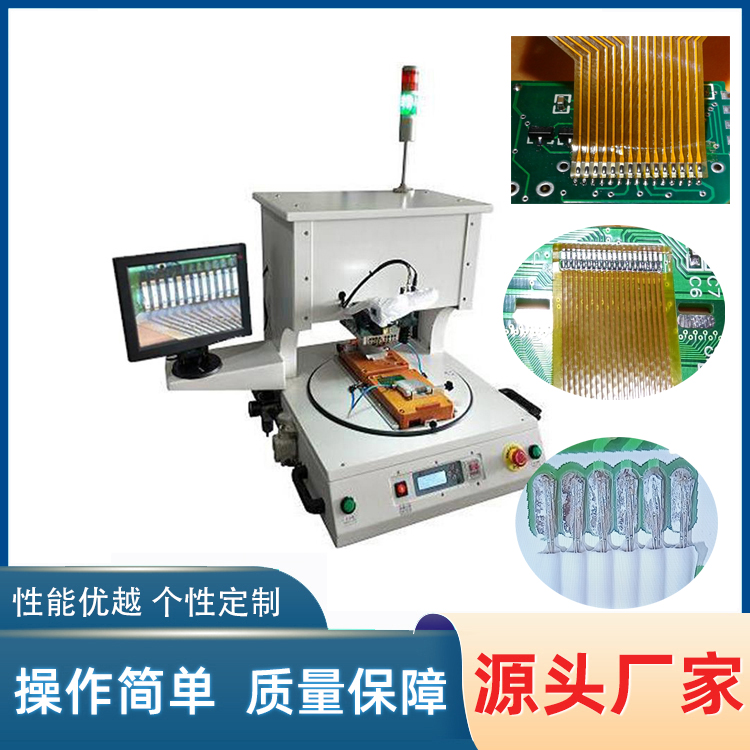
脈沖熱壓機 YLPC-1A
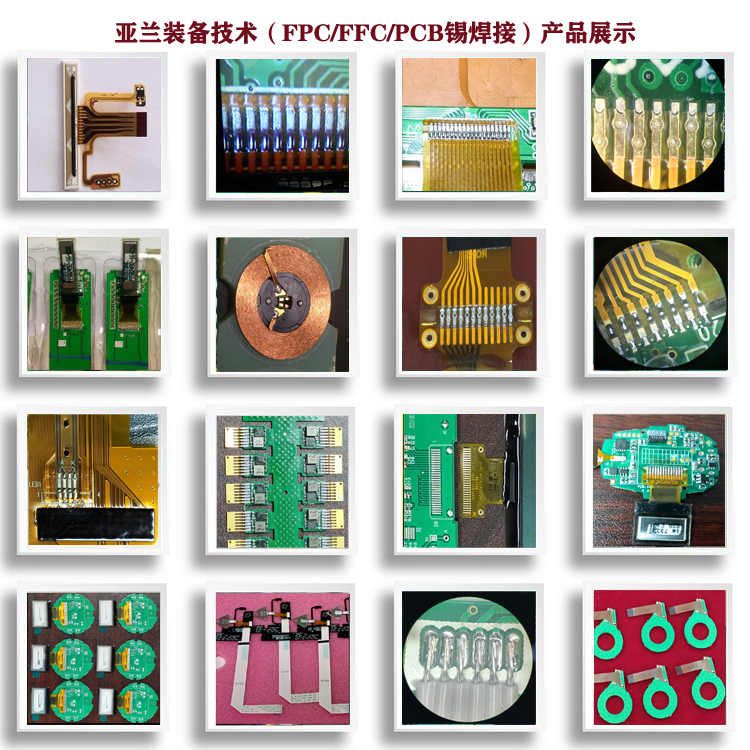
產品用途:適用于高密度FPC、FFC與PCB、連接器之間的熱壓焊接工藝。

.JPG)
.jpg)
.JPG)
.jpg)
.jpg)
.jpg)
.jpg)
.JPG)
脈沖熱壓機特點:
1.因應不同產品,升溫速度可供調選。
2.特種材料焊接頭,確保產品受壓平均。
3.備有真空功能,調節對位更容易。
4.溫度數控化,清楚精密。
5.備有數字式壓力計,可預設壓力范圍。
6.微電腦控制,精確穩定
7.可編程曲線包括預熱及回流焊溫度
8.適用于各種高密度TAB、TCP壓接及FPC、FFC與PCB焊錫壓接
9.振動小,噪音低,電壓不波動.
10.焊頭使用鉬合金取代傳統鈦合金,升溫降溫快,傳熱系數好,耐腐蝕。
11.單頭雙夾具設計,效率高,節約用工成本。
脈沖熱壓機規格:
設備操作描述
熱壓機設備主要參數是:溫度,時間,壓力,控制住這三要素,焊接產品就穩定。熱壓機焊接的產品一般是,PCB/FPC/FFC這幾種產品用焊錫相互連接,達到功能。
焊接產品,準確地設定以上參數非常重要。一個好焊點大概使焊錫充沛地焊接兩個外表,在兩個零件外表發作熔錫.要使以上參數有效地合作,才干焊出良品。
FPC是由兩層聚酰亞胺及銅鉑組成。FPC的操作溫度規模在130至200度.可飽嘗高達300度短時間焊接溫度。由於PCB與FPC在焊接時,會給壓頭帶來散熱效應(FPC和PCB會吸收熱量,當壓頭下壓后,由於被焊資料與壓頭周圍空氣對流,會致使壓頭散熱)。加上FPC在0.02~0.12厚度之間,所以到焊接面時可能發作50至80度的損耗.所以在設定溫度時應加上損耗的溫度.(焊錫熔點加損耗溫度).
參數值及其設定規模:
一,加溫速度檔的設定。
加溫速度檔有8個檔位,(1檔至8檔), 1檔加溫最快, 8檔加溫最慢.其設定與壓頭的寬窄有關.窄頭(10mm)用慢的加溫檔(即6,7,8檔),寬頭如80mm)用快的加溫檔(即1,2,3檔)。
二,溫度與時間的設定:溫度設定分叁段: 預熱,焊接,和降溫。
1,首段預熱溫度設定:使焊盤錫點到達將熔的狀況.其設定值為錫的熔點溫度左右.無鉛在230度左右.有鉛在180度左右.時間設定在2至4秒.預熱設定的優點有:
1),壓頭溫度上升到焊接溫度(包含堅持溫度的設定時刻)大概需求幾秒鐘,在這時間,助焊劑活化,經過去掉氧化層來進步熔錫.預熱一般在過大的產品的散熱多,或是當應用了軟弱的基板(如陶瓷)需求以愈加受控的方法加熱以避免決裂.
2)在第二段加溫時,使焊盤的錫活動較好,可以順暢的前后活動.否則在第二段加溫時,壓頭突然上升到錫的熔化溫度,致使焊盤錫上的焊錫在有壓力的情況下,突然熔化,而焊盤兩端的溫度低,使錫無法前后活動,致使左右活動而短路.
2,第二段加熱溫度的設定:使FPC與PCB徹底銜接在一體,其設定值依據所焊接的原料而定.一般情況下:有鉛為230至320度左右.無鉛為280至350度左右.因產品不一樣,壓頭巨細不一樣,致使散熱快慢不一樣. 依據散熱多少,來設定溫度.
注意:FPC的電解沉積銅在0.03mm以下時,兩段溫度也不要設的太高.大概在錫徹底熔化的溫度即可.若溫度太高,經過FPC傳到焊接面的溫度也會過高,致使錫產生很強的活動性.簡單形成短路及錫珠。而且產品會因為溫度高變色。溫度設的太低會致使雪花式短路.
以下是一個參考數值:
無鉛產品榜首段溫度設定規模:230至280:第二段溫度設定規模:280至350度.
有鉛產品榜首段溫度設定規模:200至230:第二段溫度設定規模:230至320度.
3,第叁段冷卻溫度設定。其設定是讓兩焊接面充沛冷卻至凝結。避免壓頭在焊接完產品后,焊點未凝結就上升,此刻FPC會隨壓頭一同上升,形成脫焊。冷卻溫度設定太低會下降生產功率,其溫度設定在180度左右即可.
三,壓力設定
一般設定規模在:0.08至0.14MP.低於這個設定規模, 可能會致使氣缸升降緩慢,或焊接不結實和虛焊。若壓力過高,易產生錫珠短路,變形損壞FPC與PCB。
脈沖熱壓機 YLPC-1A